ECM – Electrochemical machining
The most thorough process in surface treatment
Electrochemical machining (ECM) is the collective term for a wide variety of metal processing methods – such as deburring, drilling, countersinking and plating. The process is highly precise, reliable, economical and clean at the same time. In addition, almost all metals – even high-alloy materials such as nickel-based alloys, stainless steel alloys or hardened materials – can be machined easily and efficiently with ECM machines.
Electrochemical machining is used in many industries, such as aerospace engineering, automotive, toolmaking, medical technology and the energy industry.

ECM technology from stoba Customized Machinery: The right solution for every problem
Our ECM technology is used whenever the high-precision, constant, high-quality and fast machining of metallic workpieces and components is crucial. To this end, our team of experienced and competent engineers together with our customers always develops the best possible solution for their individual requirements - that is innovative, reliable and individual.

"Hello - I'm Frank Heckelsmüller and your expert for ECM machines"
Would you like to automate your ECM processes, do you need a new machining tool, or are you interested in an ECM system? Then get in touch with me. I look forward to hearing from you!

"Hello, I am Dieter Abler, your international expert for ECM processing technology."
Would you like to automate your ECM processes, do you need a new machining tool, or are you interested in an ECM system? Then get in touch with me. I look forward to hearing from you!
Particularly versatile: The application possibilities of ECM
ECM machines from stoba can adapt any machining process to your wishes and individual requirements, regardless of the complexity of the workpiece.


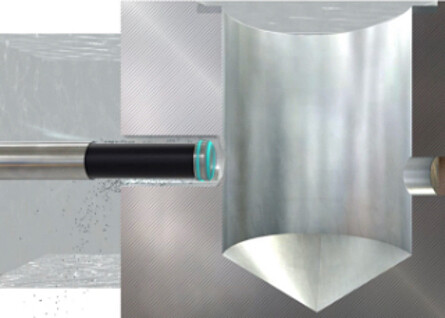
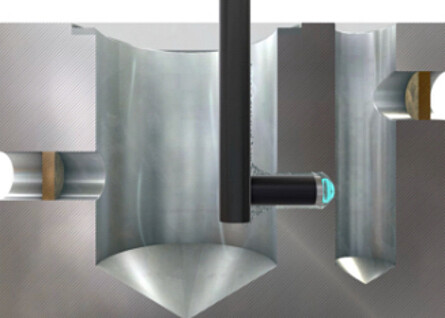

How does ECM work?
When using ECM, the workpieces are processed by the anodic dissolution of metal. For this purpose, the workpiece (anode) is mounted on a fixture, a cathode serves as the processing tool. It triggers the high-precision machining process by flushing the electrolyte fluid under direct current to where the workpiece is to be machined. An electric charge is generated in the narrow gap between the cathode and the workpiece. This causes an electron transfer from the workpiece, which is necessary for the exact removal of the desired material.
The shape of the cathode is decisive in the process: it determines the final shape of the workpiece or the impression placed on the workpiece (tomography).
In order to maintain a constant electrolyte quality and thus equally good conductivity, the material that is removed during the electrochemical process must be filtered out of the electrolyte.
When is electrochemical metalworking used?
- For all electrically conductive materials
- In places difficult to access
- To deburr surfaces accurately to size
- For the production of defined radii or edge breaks
- For thin-walled, filigree and complex workpieces
- When contours and holes need to be created

ECM – a reliable process in the industry
The ECM method is as simple as it is ingenious: The cathode of stoba is designed in such a way that it does not touch the workpiece surface – this means that there is no process-related tool wear. In addition, by using stoba generators developed in-house, we can optimize the removal process to such an extent that maximum time savings are achieved while maintaining the best possible quality.
What advantages does ECM have over other metalworking processes?
- Minimum process time, especially through the use of multiple fixtures
- Especially efficient for components with complicated and difficult to access shapes
- Structural stability, as there is no contact and processing takes place at room temperature
- Minimum machining tolerance
- High reproduction volume
- No process-related tool wear (cathodes)
- Smooth transitions and high-quality surfaces without burrs
No matter where the shoe still pinches – we will not leave you alone
Many companies do not have the right tools themselves to process their components the way they want. With our electrochemical metalworking technology, we support our customers - for the most diverse challenges and applications. Our know-how, our interdisciplinary expertise and integrated systems enable us to find solutions for individual cases and to shape the manufacturing of tomorrow. We take on every challenge!

Our experts accompany the entire ECM process
- Construction of the cathode exactly aligned to the workpiece to be processed
- Control and adjustment of the corresponding devices
- Definition of the best electrolyte for the application, including NaCl, NaNO3
- Individual development of solutions
- Performance of tests
- Improvement suggestions
ECM systems
The attractive entry-level model into the world of ECM deburring technology.
- Control: Siemens, Beckhoff
- Ergonomic and clear operating concept
- Working area D x W: 600 x 1050 mm
- Generator: Up to 1,000 A at 58 V (with and without pulse function)
- Attractive entry-level model also for small quantities


The dual-station solution for reducing non-productive times during deburring and countersinking.
- Control: Siemens, Beckhoff
- Flexible machine solution for various tasks
- Realization with one or two workrooms
- Excellent suitability for large or long workpieces
- Manually operated or adaptable automation solutions
- Generator: up to 3,000 A at 58 V (with and without pulse function)



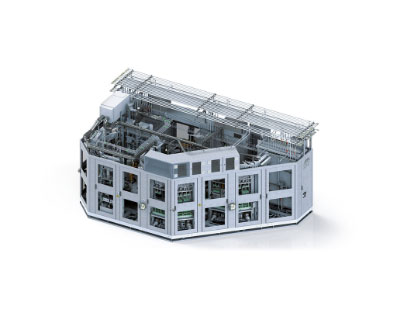
stoba ECM systems with adapted automation solutions for multi-shift operation.
- System made of proven standard modules
- Integrated process chain comprising in-feed, ECM, cleaning, drying and discharge
- Expansion stages based on the production volume
- Achievement of economical cycle times
- Layout adapted to space conditions
- Process integration and support from a single source

CAM-supported 6-axis robot for economical ECM deburring tasks, e.g. of hydraulic blocks.
- Effective even for small quantities, e.g. large pump housings in the oil and gas industry
- Precise deburring results with high repeat accuracy
- CAD/CAM-supported ECM machining strategy
- Integrated cathode changer for carrying out various deburring tasks
- Determination of the workpiece zero point via 3D touch probe, e.g. Renishaw OMP 40
- Generator: up to 3,000 A at 58 V (with and without pulse function)

The stoba all-in-one concept at the highest level of expansion.
- Control: Siemens
- Fully automated setup for ECM and PECM processing at high production rates. The equipment includes the ECM/PECM processes, automation, measurement technology, cleaning technology and drying, marking and labeling
- Central workpiece delivery and output
- Highly productive plant system with up to 14 deburring stations
- Integration of PECM countersinking technology possible
- Modular construction with the possibility of gradual expansion
- Achievement of particularly economical cycle times
- Process integration and support from a single source